{kind=link}

In the context of intensified climate and environmental protection efforts, the reduction of particulate matter pollution plays an important role alongside the reduction of CO2 emissions. A relevant share of this pollution is due to abrasion from brakes. The friction between the brake disc and pad, not only generates heat, but also countless fine dust particles that settle on the vehicle rims and on roads. Due to the permanent swirling of particles in road traffic, a large part ends up dispersed in the air.
The main sources of this particulate matter are the industry standard cast iron brake disks and their friction partners, the brake pads. Brake discs continue to be subject to considerable abrasion and therefore must be replaced several times during the service life of a vehicle. New coating technologies using diode lasers now make it possible to manufacture low wear grey cast iron brake discs – and significantly reduce particulate emissions. As a result, health-hazardous particulate matter with a maximum particle size of 10 µm (PM10) or 2.5 µm (PM2.5) can be reduced by up to 90%.
Implementation of the coatings and comparison with competing processes
Laser coating of grey cast iron brake discs neither requires changes to the base material nor to the processes used to manufacture it. However, the cast iron components which generally only have limited durability, are enhanced by a hard material coating. This coating combines long-term corrosion protection with equally lasting abrasion protection. Competing processes cannot achieve this. Thermal spraying for example, guarantees high wear protection but only limited corrosion protection.

Fig 1: Cross-section of a grey cast iron brake disc with corrosion-protective buffer layer and carbide-containing top layer.
Thermal spray coatings have a high carbide content and are therefore susceptible to cracking, which promotes moisture penetration. Nitriding on the other hand does indeed provide combined corrosion and wear protection, but only for a limited time.
In laser coatings, corrosion and wear protection are combined in a two-layer coating structure. First a buffer layer (usually stainless steel) is applied. On top of this buffer layer, a second layer with carbide content – which is individually determined – is then built up, which ensures a high level of wear protection (Fig 1).
The specific material composition can be varied according to customer requirements. High or low carbide contents are possible, so are different materials. Nowadays, tungsten carbide and titanium carbide are frequently used. Thanks to recent developments, the combination of corrosion and wear protectant can also be achieved with single layer coatings in some cases. Moreover, it is possible to use carbide forming materials; the carbide is being built up while the powder is fused onto the brake disc.
High Speed Procedures for Exceptionally Economical Processes
In order to achieve exceptionally economical coating processes, brake discs are mostly laser coated using high speed processes. In these processes, a fusion via metallurgical bond is created between the coating powder and base material. The base material is subjected to exceptionally small amounts of stress. In fact, due to the high process speed, high laser powers can be utilized without causing significant component distortion. This approach ultimately makes it possible to produce very thin coatings starting at approximately 50 µm per layer. In contrast, conventional laser coatings usually have layer thickness of between 500 and 1000 µm.
Machine concepts and powder processing

Fig 2: Coating approaches used in laser cladding of brake discs.
The high process speeds do not only enable the creation of thin layers, they also create the prerequisite for industrial mass production with cycle times of less than 20 seconds per layer. Different machine concepts can be tested in order to increase productivity even further in future. The classic solution today is a one-sided coating with a slightly inclined disc (Fig 2, right). The advantage of this approach is that the process reflections are specifically deflected away from coating nozzles and optics, thus reducing the load on components. Simultaneous coating of both sides can also be realized (Fig 2, centre).

Fig 3: The diode laser beam has an extremely homogeneous intensity distribution.
The fusion via metallurgical bond between layer and base material is important because this melt pool is the only way to produce a closed anti-corrosion layer where no moisture can seep into the middle layer. At the same time, grey cast iron requires the lowest possible amount of heat input into the material. The aim of high-speed cladding is therefore always to melt as many of the power particles as possible before they hit the base material. This way, the vast majority of the energy is deposited in the power particles, but only as much energy as is absolutely necessary is deposited in the base material. Precisely tuned and aligned powder flow, plus the extremely homogeneous intensity distribution of the diode laser beam (Fig 3) enables this low heat input into the base material to be achieved.
Fundamental advantages of the diode laser as a coating tool
By using multi-jet nozzles, the powder flight path can be aligned very precisely, so that the powder particles receive sufficient energy while not overheating. Both the correct flight angle (determined by the nozzle geometry) and the correct flight speed are important here. In addition, the particle size and the carrier gas quantity determine whether a sufficient powder dwell time in the laser beam is ultimately achieved. The intensity on the workpiece also plays a major role. The diode laser makes it particularly easy to generate a homogenous beam with spot sizes in the range of 3-8mm. The goal is an intensity between 1 and 2kw/mm2. If all prerequisites are met, overheating of the powder in the centre of the laser beam is consistently avoided, and there is extremely little mixing of the base and coating materials.
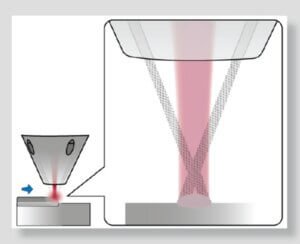
Fig 4: Aim of high-speed cladding is always to melt as high a proportion of the powder particles as possible in mid-flight.
Conclusion
Laser-coated brake discs make an important contribution to environmental protection and sustainability by extending service life and reducing brake dust. Their corrosion and abrasion resistant surface reduce fine dust pollution and increase quality of life, especially in urban areas. Thanks to fast effective coating processes and demand-orientated cost control, laser coated brake discs are also in interest to the mass market and are a viable option in all price segments. Of course, this does not only apply to vehicles with combustion engines as brake discs are also used in electric vehicles and corrosion protection is even more important.
Contact us for more info on LaserChina applications such as Laser Cladding.